想了解霞山(本地)珩磨管63活塞杆一站式厂家产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:霞山霞山(本地)珩磨管63活塞杆一站式厂家的图文介绍
珩磨管63活塞杆一站式厂家")
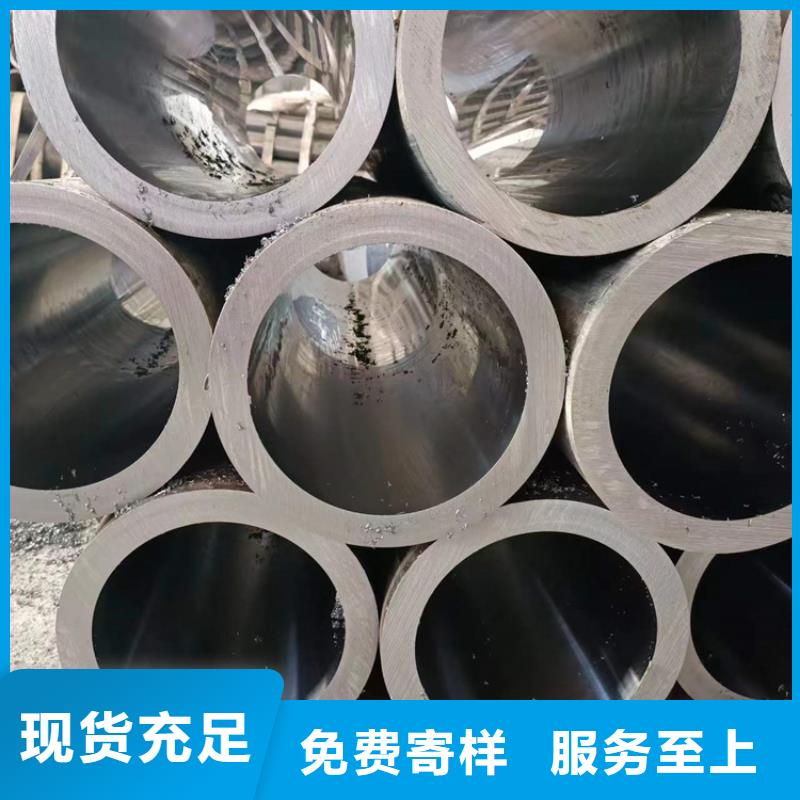
了解珩磨管的属性范围珩磨管其是指经过珩磨加工的管子,可以称其为珩磨管,而这里的管子,主要是指无缝钢管。因此,珩磨是一种加工工艺,通过这一工艺,使得管子内孔达到预期想要的公差尺寸,以及表面粗糙度等,并使其在公差范围内。珩磨管的加工工艺是珩磨,而油缸管,其是在油缸中使用的管子,其的加工工艺,不一定是珩磨,也可以是滚压等其它工艺。珩磨管的内孔粗糙度,是可以做到小于0.63nm的,而直线标准度,则可以做到小于0.3mm/m。因此,其在尺寸准确度上,是可以有较高水平的。因此,其可以用于一些要求较高的场合中。而它的珩磨,是要用到珩磨机的,珩磨机上的珩磨头,一般来讲,是进行轴向直线往复运动。
珩磨管63活塞杆一站式厂家")
珩磨管63活塞杆一站式厂家")
珩磨管中的珩磨工具在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种,就是珩磨齿轮,所以下面,就来简单说明一下。珩磨齿轮,其是由基体加上磨料来构成的。使用它进行珩磨,主要是为了去除材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意一些事项的,其主要是有:(1)对于设备的大行程,应不超过珩磨时的大宽度,否则的话,那么就有可能会严重损坏珩磨齿轮。(2)在珩磨量的控制上,应将其数值控制在合理且合适的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。(3)珩磨齿轮的材质,由于比较脆,所以是严禁撞击和敲打的,以免使其损坏而不能使用了。
珩磨管63活塞杆一站式厂家")
珩磨管63活塞杆一站式厂家")
珩磨管63活塞杆一站式厂家")
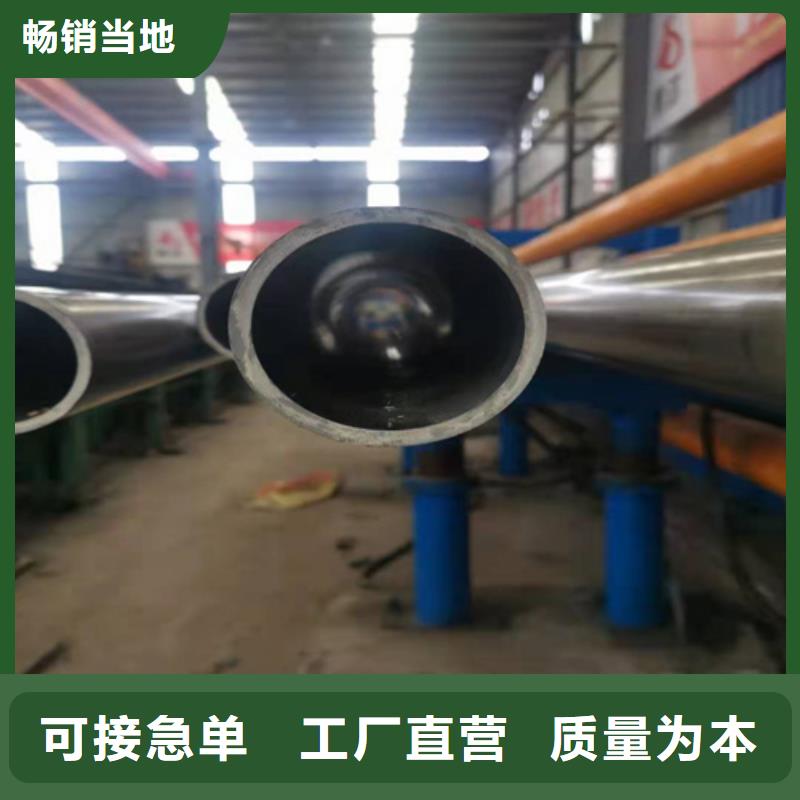
珩磨管是通过珩磨工艺制作成型的,在对管材进行珩磨的时候,砂条上的磨粒会以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦,使得砂条作旋转运动和上下往复运动,这样砂条上的磨粒就会在孔表面所形轨迹成为交叉而不重复的网纹。与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,所以能得到较细表面粗糙度。
珩磨管63活塞杆一站式厂家")
珩磨管63活塞杆一站式厂家")
绗磨管加工工艺原理绗磨管的加工是采用滚压加工,珩磨管钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。
珩磨管63活塞杆一站式厂家")
珩磨管63活塞杆一站式厂家")
九冶管业有限公司坚持科学管理,贯彻实施绩效评价准则,建立大质量概念下的质量标准体系,持续改进经营管理模式,提高顾客对 缸筒、满意度,提升竞争力。引进先进管理思 想和方法。在 缸筒、行业打造了完善的信息化管理平台,提高了决策水平、管理效率和质量。坚持“满足并努力超越顾客的所有需求”的质量方针,追求顾客满意。
珩磨管63活塞杆一站式厂家")
珩磨管63活塞杆一站式厂家")



 扫一扫
扫一扫